


THÔNG TIN CƠ BẢN.

Mô tả sản phẩm
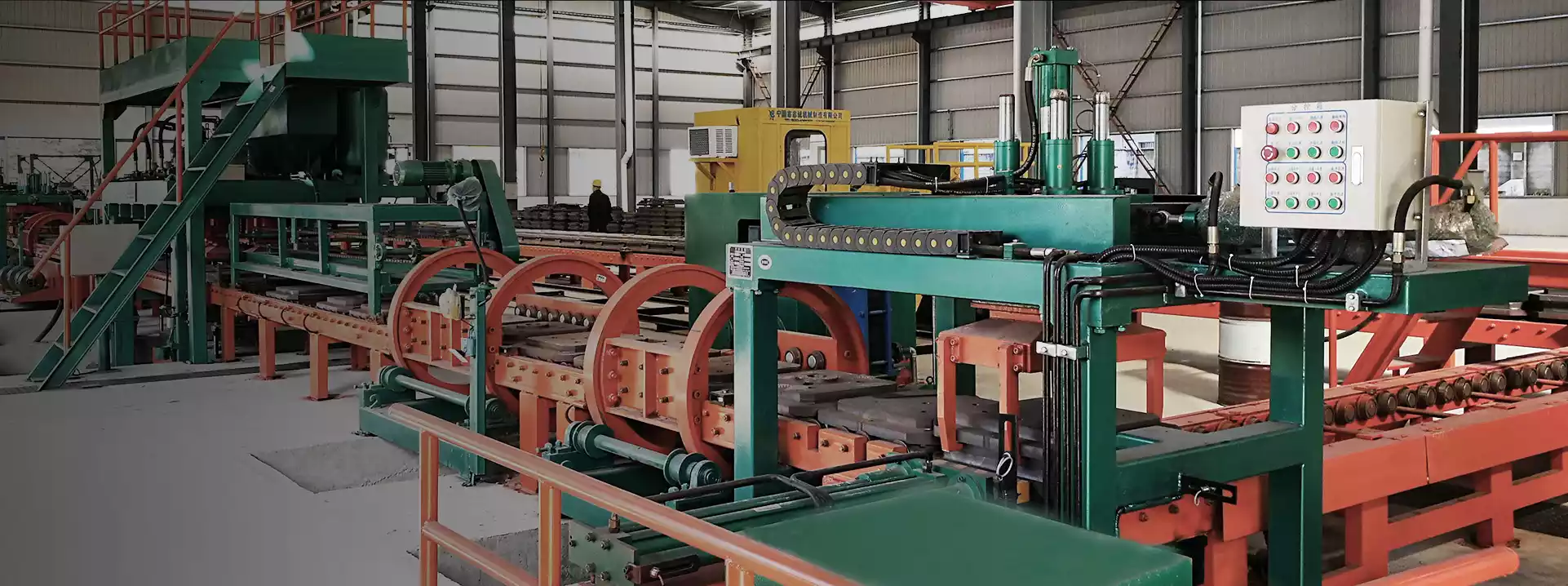
Hiện nay, trong sản xuất, việc chuyển và đổ sắt nóng chảy chủ yếu được thực hiện bằng cần cẩu hoặc xe nâng, và có nhiều khuyết điểm trong cách này: việc chuyển sắt nóng chảy bằng cần cẩu đòi hỏi công nhân phải điều khiển cần cẩu, tốn nhiều nhân lực hơn; đồng thời, có một mối nguy hiểm lớn trong vận chuyển hàng không, mang lại rủi ro an toàn cho sản xuất. Việc sử dụng xe nâng để chuyển tải cũng đòi hỏi nhân lực, độ ổn định và độ chính xác thấp, hiệu quả sản xuất thấp.
Máy rót tự động sắt nóng chảy sắp được rót khi phát lệnh gọi yêu cầu sắt nóng chảy; Sau khi lò điện nhận được yêu cầu gọi kim loại nóng chảy, người vận hành có thể gọi xe chuyển hàng trước lò và bắt đầu bơm kim loại nóng chảy. Nếu bệ lò tương đối ngắn hoặc cao, xe đẩy trước lò cần có chức năng nâng hạ. Theo parabol khác nhau của kim loại nóng chảy, vị trí của gầu kết nối với kim loại nóng chảy có thể được điều chỉnh thủ công. Và gửi đến trạm cầu hóa, Trạm cầu hóa có thể tự động điều chỉnh các thông số cầu hóa có liên quan theo dữ liệu đã gửi → xe chuyển phía trước lò tự động đóng nắp sau khi nhận được lệnh để hoàn thành việc xả kim loại nóng → xe chuyển phía trước lò tự động chạy đến vị trí của trạm cầu hóa và kết nối với con lăn cầu hóa của trạm → Túi cầu hóa chứa đầy kim loại nóng được vận chuyển đến con lăn cầu hóa Con lăn tạo hạt đi vào buồng tạo hạt (đồng thời, con lăn thay đổi được kết nối với xe chuyển tiếp và xe chuyển phía trước) → Tự động đóng cửa buồng tạo hạt để bắt đầu quá trình tạo hạt → xe chuyển tiếp sẽ vận chuyển gói tạo hạt rỗng đến xe chuyển phía trước thông qua bàn con lăn thay đổi (xe chuyển phía trước đã sẵn sàng để tiếp nhận kim loại nóng tiếp theo) → Trạm tạo hạt
cửa mở sau khi hoàn tất quá trình tạo hạt kim loại nóng → con lăn tạo hạt di chuyển ra khỏi buồng tạo hạt → Con lăn tạo hạt chuyển gói hạt đến phương tiện chuyển tiếp →
Xe chuyển tiếp chạy đến trạm xỉ sau khi nhận kim loại nóng → Xe chuyển tiếp quay rồi nghiêng (nghiêng để tạo điều kiện xỉ) → xỉ thủ công → Sau khi xỉ hoàn tất, xe chuyển tiếp chuyển kim loại nóng đến vị trí của máy rót → Xe chuyển tiếp di chuyển theo chiều ngang đến vị trí đầu vào của máy rót. Xe chuyển tiếp đi lên → Xe chuyển tiếp đổ kim loại vào máy rót → Xe chuyển tiếp quay trở lại sau khi hoàn tất việc rót kim loại nóng, chuẩn bị gói kim loại nóng tiếp theo và tuần hoàn theo lượt.
Sự hiện diện quốc tế:
Dây chuyền sản xuất cát phủ khuôn sắt của công ty Zhicheng đã được xuất khẩu sang Congo, Nam Phi, Zimbabwe, Nga, Uzbekistan, Zambia, Việt Nam, Mông Cổ và các nước khác

Giấy chứng nhận danh dự Bằng sáng chế phát minh:
Bằng sáng chế phát minh:




